
Bajar el interruptor, aplicar las cinco reglas de oro y tener un cuadro de alta tensión completamente descargado para su mantenimiento preventivo trienal es un momento que suele dar tranquilidad a cualquier jefe de planta. Con el descargo ya realizado y las tierras portátiles retiradas para medir el aislamiento del embarrado de 25kV, abrimos las puertas esperando encontrar el polvo de siempre. En su lugar, nos topamos con un escenario de pesadilla. Una película de terror técnico que ningún manual de fabricante advierte y que solo un químico veterano de laboratorio fue capaz de descifrar.
El protocolo de manual antes de empezar cualquier trabajo de mantenimiento preventivo en un cuadro eléctrico es medir el aislamiento inicial. Así tienes la foto fija del estado del equipo para poder compararla una vez ejecutadas las tareas.
Conectamos el medidor de aislamiento a 10kV. Le damos al botón y… el equipo no carga. Aislamiento «0». Imposible. Buscamos un segundo megger, convencidos de que el primero ha muerto. Repetimos la operación y el resultado es el mismo: aislamiento «0». Esto ya no tiene ninguna gracia. —«Paco, déjame el Fluke y ponlo en resistencia». Medimos entre fases: «0». Silencio sepulcral en la subestación.
Así arrancó el preventivo de alta tensión que me grabó a fuego una lección vital: los eléctricos no podemos permitirnos el lujo de ignorar la química.
Tras esos instantes de infarto, el equipo de mantenimiento al completo empezó a inspeccionar milímetro a milímetro todo el embarrado. Lo que vimos carecía de toda lógica. El interior de dos cabinas parecía haber envejecido 100 años en lugar de tres. Las superficies estaban incomprensiblemente húmedas y el ambiente estaba impregnado de un olor penetrante y muy molesto.
¿Lo más frustrante? Las resistencias de caldeo y los termostatos funcionaban a la perfección. Los sellados interiores estaban intactos y lo único que quedaba ligeramente abierto eran las clapetas de expansión (diseñadas para desalojar los gases en caso de cortocircuito). Sobre el papel, todo estaba correcto, pero la realidad es que el cuadro se estaba pudriendo desde dentro.
Contenido
- 1 ¿Ahorrar en la inspección de Alta Tensión? La trampa del falso OPEX
- 1.1 Anatomía de una avería inexplicable: De descarga parcial a refinería de ácido
- 1.2 El efecto corona y la fábrica de Ozono (O3) y NOx
- 1.3 La humedad: El gatillo que condensa Ácido Nítrico (HNO3)
- 1.4 El festín corrosivo y la condena del aislador (Oxidación y ennegrecimiento)
- 1.5 Cómo detectar esta "fábrica de ácido" antes de la catástrofe
- 1.6 Conclusión: El daño químico no se arregla con un trapo
¿Ahorrar en la inspección de Alta Tensión? La trampa del falso OPEX
Seamos sinceros. La mayoría de las veces, las inspecciones de alta tensión parecen un mero trámite. Abres la celda y, aparte de un poco de polvo, algún aislador ligeramente fisurado o la falta de espuma de poliuretano en los pasamuros de los cables, no hay grandes sorpresas. Ni siquiera los relés de protección digitales suelen dar guerra cuando los pruebas inyectando con la maleta Omicron. Todo suele estar en su sitio.
De paso, aprovechas para que los servicios territoriales de Industria realicen la inspección legal (la famosa OCA) y te aseguras tres años de tranquilidad burocrática. Con este historial de «cero incidencias», es tremendamente tentador para cualquier gestor o director financiero pensar: «¿Qué sentido tiene gastar presupuesto en abrir y revisar a fondo nuestros cuadros de alta tensión cada tres años? Nos podemos ahorrar un buen puñado de euros en el OPEX.«
Te lo adelanto ya: es la peor decisión financiera y técnica que puedes tomar en una planta industrial.
En la Baja Tensión, un equipo te avisa calentándose o zumbando antes de morir. En la Alta Tensión no hay avisos amables. Cuando un equipo falla por falta de revisión, no se limita a saltar una protección; el equipo se convierte en chatarra carbonizada y la factura de reparación pasa de unos cientos de euros a decenas de miles (por no hablar del coste de tener un «cero de planta» que paraliza la producción).
Por este único motivo, la inspección metódica y escrupulosa de los equipos de alta tensión de interior no es negociable; porque nunca sabes qué enemigo silencioso se está gestando a puerta cerrada.
De hecho, para asegurar esa instalación que alimenta el corazón de tu negocio, no basta con el preventivo trienal. Debes instaurar rutas de inspección semanales. No hace falta abrir celdas: basta con afinar el oído buscando chisporroteos y, sobre todo, usar el olfato en la sala. Como descubriremos en aquella revisión con el aislamiento a cero, un olor anómalo es a veces el único aviso de que un proceso químico irreversible se está comiendo tu cuadro por dentro.
Anatomía de una avería inexplicable: De descarga parcial a refinería de ácido
Ese olor penetrante y la humedad antinatural que encontramos en la cabina tenían nombre y apellidos: se estaba condensando ácido nítrico. Pero, ¿de dónde demonios sale una refinería de ácido dentro de una celda de 25kV aparentemente estanca?
Para entender esta especie de «magia negra» técnica, vamos a ir por partes, ya que el proceso cuesta de creer hasta que lo sufres en tus propias carnes.
Te adelanto el origen del «paciente cero»: todo empezó en un elemento casi secundario. Concretamente, en las baquelitas de señalización de los percutores de los fusibles, pertenecientes a los transformadores de tensión. Este material había envejecido de forma prematura, perdiendo sus propiedades originales. Al inspeccionarlas de cerca, mostraban en su superficie las típicas arborescencias o ramificaciones (el temido tracking eléctrico); el síntoma inequívoco de un aislante que ha perdido por completo su rigidez dieléctrica.
A partir de ese minúsculo fallo de aislamiento, se desencadenó la tormenta perfecta.
El efecto corona y la fábrica de Ozono (O3) y NOx
Cuando esa baquelita de los percutores perdió su rigidez dieléctrica, no provocó un cortocircuito franco inmediato. Y menos mal, porque un fallo sólido en ese punto exacto habría provocado faltas simultáneas en varios compartimentos de la cabina, desencadenando un desastre total. En un escenario así de catastrófico, la única línea de defensa capaz de salvar el equipo y evitar la desintegración de las celdas habría sido la actuación ultrarrápida de la protección de arco del cuadro eléctrico sobre acometidas y acoplamiento.
Pero la avería no dio la cara de frente; hizo algo mucho más sibilino. Empezó a foguear en la sombra en forma de descargas parciales.
Hablamos del famoso efecto corona: micro-arcos eléctricos continuos que escapan del conductor y «fríen» el aire a su alrededor. Para los relés de protección convencionales, esta minúscula fuga de corriente es completamente invisible, pero a nivel molecular, dentro de la cabina, se estaba desatando el caos.
El aire que hay dentro de cualquier celda es básicamente una mezcla de Nitrógeno y Oxígeno. En condiciones normales son gases muy estables, pero cuando les aplicas la energía constante de una descarga parcial a 25kV, esos enlaces moleculares se rompen. Es como tener una tormenta de rayos microscópica y constante dentro de un cajón metálico.
Al romperse y recombinarse, la celda se convierte en una auténtica fábrica de gases reactivos:
- Por un lado, generas Ozono (O3). Este gas es el responsable de ese característico olor metálico, «a fotocopiadora antigua» o a tormenta que notamos nada más abrir las puertas.
- Por otro lado, y aquí empieza el verdadero drama, el nitrógeno y el oxígeno rotos se fusionan creando Óxidos de Nitrógeno (NOx).
En este punto de la avería, tienes un cuadro de alta tensión aparentemente sano, que no ha dado ni una sola alarma en el SCADA, pero que está bombeando de forma silenciosa un gas altamente corrosivo en su interior. El arma ya estaba cargada, y solo faltaba un ingrediente habitual en cualquier subestación para apretar el gatillo…
La humedad: El gatillo que condensa Ácido Nítrico (HNO3)
Existe un mito muy extendido en el mantenimiento industrial: pensar que las celdas de alta tensión son cajas fuertes herméticas. La realidad es que, aunque tengan un buen grado de protección IP, no están selladas al vacío. El aire entra y sale por las rejillas de ventilación y, como vimos en nuestra inspección, por las holguras de las clapetas de expansión. Y con el aire, entra la humedad ambiental.
Esa humedad era el único ingrediente que le faltaba a nuestra fábrica de gas para desatar el desastre.
Cuando los Óxidos de Nitrógeno (NOx) que estaba escupiendo la descarga parcial se encontraron con el vapor de agua (H_2O) presente en el aire de la cabina, se produjo una reacción química de manual. El gas y el agua se fusionaron, transformándose de forma continua en Ácido Nítrico (HNO3).
Ahora cobraba sentido la imagen irreal que nos encontramos al iluminar el embarrado con las linternas. ¿Recuerdas esa humedad incomprensible en las paredes del cuadro? No era condensación normal por un fallo térmico; las resistencias de caldeo y los termostatos funcionaban perfectamente, pero estaban librando una batalla perdida. Estaban intentando secar un habitáculo donde literalmente estaba «lloviendo» ácido.
El vapor de ácido nítrico se condensaba sobre las superficies más frías del interior de la cabina, impregnando cada milímetro de cobre, resina y acero. El cuadro eléctrico se había convertido en una cámara de gas corrosivo, y el ácido ya estaba buscando su primera víctima metálica para empezar el festín.
El festín corrosivo y la condena del aislador (Oxidación y ennegrecimiento)
Con el ácido nítrico goteando y condensándose dentro de la cabina, comienza la destrucción simultánea del metal y de los aislantes. Y aquí es donde la realidad de la trinchera supera a la teoría. No te encuentras un polvillo seco y fácil de limpiar; te encuentras un escenario de podredumbre acelerada.
Al iluminar el interior con las linternas, lo que vimos fue desolador: todo estaba oxidado, ennegrecido y permanentemente húmedo. La radiografía del desastre era total:
- Pérdida de rigidez dieléctrica: Los contenedores y soportes de 25kV habían perdido por completo su capacidad de aislamiento.
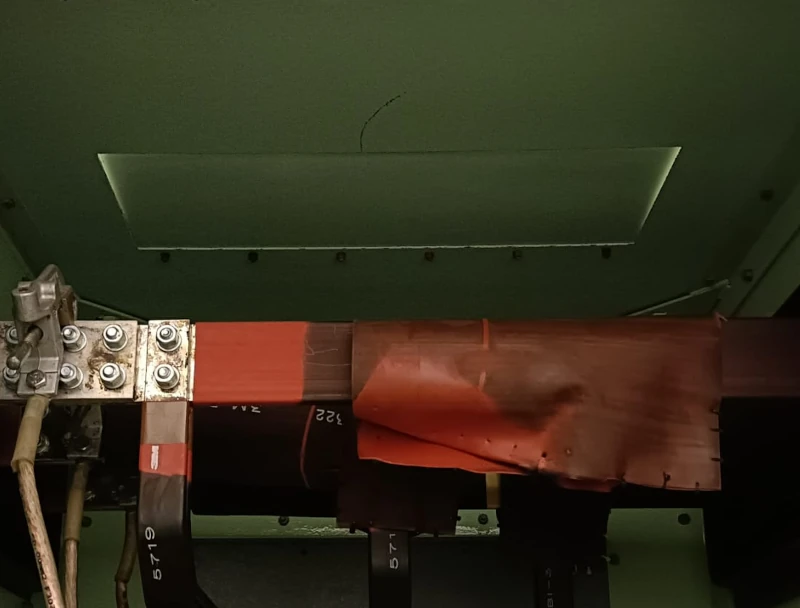
- Degradación polimérica: El enfundado termorretráctil de las barras (el clásico aislamiento Raychem), que normalmente luce ese color rojizo o marrón tan característico, había mutado a un tono marrón oscuro, casi negro, con aspecto de material carbonizado.
- Fallo mecánico: Las bridas de sujeción en las uniones Raychem de las barras estaban completamente cristalizadas, a punto de partirse.
- Ataque a los metales: Toda la tornillería y los herrajes presentaban una oxidación violenta.
Bajo el ataque constante del ácido nítrico, el cobre y el acero sufren una degradación que genera nitratos y óxidos metálicos, tiñendo el interior de ese color ennegrecido.
Pero lo más grave era esa humedad antinatural que lo cubría todo y que no se secaba ni con las resistencias de caldeo. Las sales que se forman en este ataque químico son altamente higroscópicas; actúan como esponjas que absorben la humedad del aire para mantenerse en estado líquido. El resultado es que todas las superficies se cubren de una película líquida, ácida y extremadamente conductora.
Ese era el motivo por el que nuestro medidor marcaba un aislamiento de «0» absoluto. El ácido había creado una autopista mojada y ennegrecida para que la corriente escapara. En este punto, el daño es irreversible. Si no llegamos a intervenir en ese preventivo, la celda estaba condenada a sufrir un arco superficial masivo y reventar en cuestión de meses.

Cómo detectar esta "fábrica de ácido" antes de la catástrofe
Cuando abres la celda y ves el aislamiento Raychem ennegrecido y las bridas cristalizadas, ya vas tarde. En ese punto, no hay mantenimiento posible; solo te queda sacar la chequera, cambiar la aparamenta y dar gracias de que no te haya reventado la subestación en la cara.
El verdadero reto del gestor de mantenimiento es adelantarse a la química. Si quieres evitar que un falso ahorro en el OPEX te cueste una fortuna, esto es lo que debes exigir a tu equipo o a tu contrata cuando se acerquen al centro de transformación:
- 1. El chivato del olfato (La alerta temprana): No hace falta tecnología punta para la primera línea de defensa. Si al entrar a la sala de celdas notas un olor dulzón, metálico, similar al de una «tormenta eléctrica» o una fotocopiadora antigua, cuidado. Es Ozono. Alguien está fogueando ahí dentro. Prohíbe a tus técnicos ignorar ese olor.
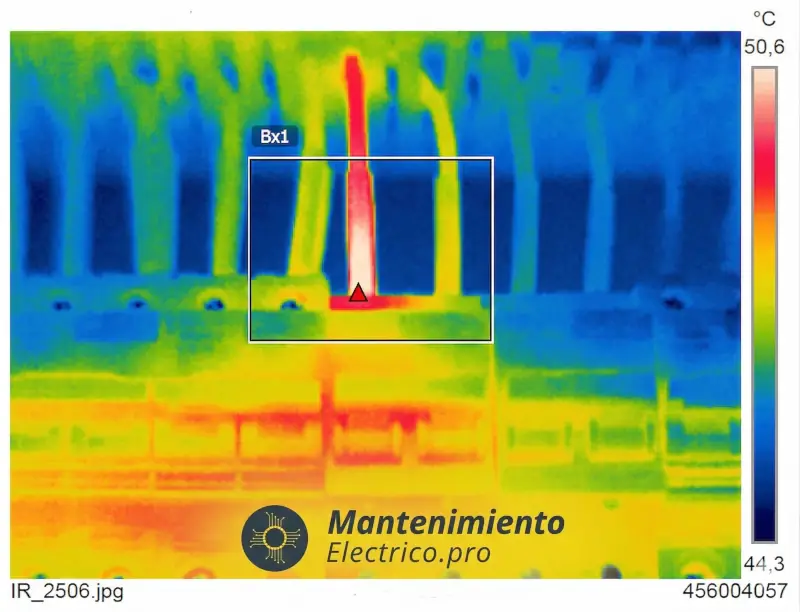
- 2. La verdadera visión de rayos X: Ultrasonidos y TEV: Olvídate de la termografía estándar, porque si el fogueo está oculto y no genera un punto caliente masivo, no verás nada. La verdadera joya del mantenimiento predictivo en celdas cerradas es la combinación de Ultrasonidos y TEV (Voltaje Transitorio a Tierra). El efecto corona emite un chisporroteo en alta frecuencia que los ultrasonidos pueden captar por las rendijas de ventilación. Por su parte, el equipo TEV se apoya directamente sobre el exterior de la chapa metálica y detecta las ondas electromagnéticas que la descarga parcial induce en la envolvente del cuadro. Detectan el fogueo meses antes de que se condense la primera gota de ácido.
- 3. Revisiones trienales a fondo (No negociables): El «mero trámite» se tiene que acabar. Cada tres años, descargo, tierras, limpieza exhaustiva, reapriete dinamométrico y, sobre todo, medición de aislamiento. Si nosotros no hubiéramos metido el megger a 10kV y luego el multímetro en modo resistencia, habríamos cerrado la puerta dejando una bomba de relojería conectada a la red.
El daño químico provocado por el ácido nítrico no se limpia con un trapo. Si el aislante pierde su recubrimiento y se vuelve poroso, está muerto. La única salvación es la detección temprana y tener los protocolos claros.
¿No quieres que tu parque de Alta Tensión se pudra en silencio? Para que no dejes ningún punto ciego en tus revisiones, he preparado un [Enlace a tu Excel de Plan de Mantenimiento]. Descárgalo y dáselo a tus técnicos para que sepan exactamente qué medir, qué oler y qué tecnología usar antes de que la química devore tus celdas.
Conclusión: El daño químico no se arregla con un trapo
A menudo, las revisiones periódicas se menosprecian considerándolas un trámite burocrático más. Pero la realidad es que abrir esas puertas es el único momento donde el equipo de mantenimiento tiene la oportunidad real de asegurar la instalación y demostrar el valor de sus conocimientos.
En nuestro caso, lo que empezó como un simple error en la selección de materiales de una baquelita por parte del fabricante del cuadro (un fallo que, a día de hoy, todavía les cuesta creer), desencadenó un «efecto mariposa» químico de proporciones épicas.
Cuando el ácido nítrico muerde, no vale pasar un trapo y echar un poco de disolvente dieléctrico. El daño estructural es definitivo. La avería terminó con el cambio completo de dos contenedores de 25kV, pasamuros, enfundados Raychem, toda la tornillería, transformadores de tensión y guías de inserción. Literalmente, tuvimos que reconstruir el corazón de la celda.
Por suerte, disponíamos de los recambios críticos en stock y contamos con un soporte técnico excepcional por parte del fabricante, lo que nos permitió ejecutar los trabajos en tiempo récord sin afectar al planning crítico de la parada técnica de la planta. Pero en la industria, no siempre se alinean los astros de esta manera.
Nunca sabes dónde pueden aparecer los problemas ni qué enemigo invisible se está gestando en silencio. El efecto mariposa siempre está presente en la Alta Tensión.
No dejes que una descarga parcial acabe con tu presupuesto de OPEX. Para que tú y tu equipo tengáis controlados todos los puntos críticos (incluidos los olores anómalos y las mediciones de aislamiento clave), he preparado una plantilla profesional. Descarga gratis mi Excel de Plan de Mantenimiento y asegúrate de que tus cuadros eléctricos no escondan ninguna película de terror.
Cómo siempre tenéis los comentarios abierto para cualquier duda o sugerencia que pudiese surgir. Si te ha parecido interesante el contenido con los enlaces que tienes a continuación podrá compartirlo directamente.
Termografía en Cuadros Eléctricos: Ejemplo Práctico de Mantenimiento Predictivo
Deja una respuesta